
Итак самый главный и основной момент, который коренным образом влияет на стоимость фрез для производства любых погонажных изделий – это количество режущих зубчиков.
Именно количество и размер режущих зубчиков влияют на стоимость фрезы.
Компания Suomi-tools изготавливает корпуса фрез на токарном и фрезерном станке с ЧПУ. Это не требует больших трудозатрат и финансовых вложений, т.к. стоимость металла и его обработка на станке с ЧПУ, относительно не дороги, по сравнению с стоимостью сплава HSS или HM, его припаиванию к корпусу погонажных фрез и дальнейшая шлифовка профиля по задней и передней грани.
Таким образом, стоимость работ, связанных с изготовлением фрезы диаметром 160 или 180 мм, при равном размещении на корпусе фрезы количества ножей – фактически сопоставима, и разницей можно пренебречь. Равно как и при изготовлении корпусов для погонажных фрез одинакового диаметра и различного количества ножей, например: корпус фрез D180 Z4 приблизительно равен стоимости D180 Z6.
Стоимость начинает изменятся относительно друг друга фрез Z4 и Z6, когда мы припаиваем режущий сплав HSS или HM, а также его обрабатываем – придаем ему профиль, и затачиваем.
Здесь несколько факторов влияющих на цену фрез для производства погонажа:
- Количество используемого материала, т.е. масса металла, количество пластин;
- Объем обработки каждого зуба при профилировании фрез; (
- Существенные человеческие трудозатраты при совершении этих операций; нужен персонал высокой квалификации, чтобы сделать фрезы высокого качества.
Таким образом, мы получаем различие в стоимости погонажных фрез для 4-х сторонних станков при одинаковом диаметре и разном количестве режущих ножей.
Итак мы изготовили двум клиентам раздвижной комплект фрез, например евро-вагонка.
Оба клиента используют 6-ти шпиндельные станки, с максимальной скоростью подачи 36 м/мин.Один решил с экономить на покупке фрез и приобрёл фрезы для вагонки D160/40 Z4 HSS18% за 34000 руб., второй клиент не стал экономить и приобрёл D160/40 Z4 HSS 18% - 42000 руб., что на 8000 рублей дороже.Итак мы имеем разницу в стоимости комплекта фрез Z4 и Z6 – 8000 руб.
Что будет Дальше.
А дальше оба 4-х сторонних станка строгают. Технический персонал на каждом производства старается выпустить (прострогать) как можно больше погонажной продукции, т.к. как правило, станочники имеют сдельную оплату труда, но при этом соблюдают достаточное качество строганных погонажных изделий.
Ниже мы предлагаем рассмотреть расчетную диаграмму. При одинаковых оборотах шпинделей (6000 об/мин), мы работаем комплектом фрез Z4 и Z6. Технологи устанавливают качество погонажной продукции достаточным при подачи на зуб 0,5 мм.
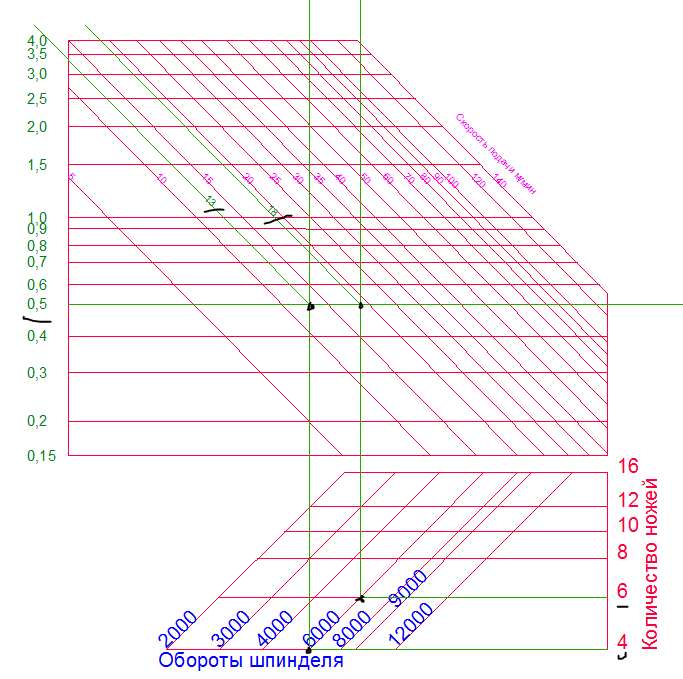
Для получения этого результата оператор 4-х стороннего станка устанавливает скорость подачи около 13 м/мин, а оператор второго станка – около 18 м/мин.
Вот на что, главным образом влияет количество режущих ножей на деревообрабатывающих фрезах. Результат, - это производительность станка, а это влечет больший производственный объем, большую финансовую выручку предприятия, что в конечном случае будет иметь значение и на развитие предприятия и успешность его собственника и его благосостояние.
Разница в скорости подачи почти в 50% !!!
А теперь посчитайте свои производственные мощности и задайте себе вопрос – с какой скоростью вы строгаете на ваших 4-х сторонних станках, и можно ли строгать больше, а также что для этого нужно.В 95% случаях – эта проблема кроется не на вашем производстве, а в вашей голове.
И какие решения принимаете Вы!!