Это делали для того, чтобы на левом шпинделе заготовка уже была отбазирована по правому углу (предварительная строжка нижним и первым правым шпинделем), далее, после левого, второй правый - фрезеровал профиль.
Таким образом станок имел оснащение –
- Нижний – гладкая строжка.
- Правый – строжка правой фуги,
- Левый – профиль,
- Правый – контрпрофиль.
- … и.т.д.
Первыми, кто смог сократить первый правый шпиндель, а тем самым и удешевить конструкцию станины, были технические специалисты в Вайниге. Они предложили оснащать первый шпиндель – шевенговальной фрезой. Таким образом, первый шпиндель выглядел так – шевенговальная (пазовая фреза с ножами по диаметру и пласти) фреза D137 B10 + строгальная головка D125.
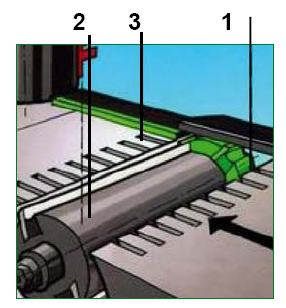
(1. - Шевенговальная фреза, 2. - Строгальная головка, 3. - Стол станка)
Такое сочетание фрез позволило выбирать не большую четверть с правой нижней стороны заготовки, и прижимать ее слева на правый шпиндель. На правой направляющей станка вы можете увидеть не большой буртик высотой 10-15 мм. Это как раз упор для прижимного блока не приводных роликов перед/напротив правого шпинделя.
Запомните главное – каждый фрезерный шпиндель создаёт вибрации, и от того как у вас заготовка прижата до фрезерного шпинделя и после – есть очень важное зерно для качественной строжки.
Не пренебрегайте техническим состоянием прижимных холостых и приводных подающих роликов в станке.
(Сейчас шевенговальной фрезой оснащен почти каждый китайский 4-х стороник).